�x�^�����ۻ�SLM�^���д�ӡǻ�Қ��w�����Է���
�x�^�����ۻ���SLM������3D��ӡ�^���У����Ԛ��w��������r����������������P�I���ԣ���϶�ʺ͉��s���ȣ����l��һ���̶ȵ�Ӱ푡�ͨ�^��ߌ�ǻ���еĚ��w�����ֲ��Ŀ����������܉����a���o�ܺ��|����������٬F�Ե���������ڡ��x�^�����ۻ�SLM�^���д�ӡǻ�Қ��w�����Է�������ͨ�^������̫����ӡǻ�ҵ����������c�о������OӋ����ָ���Խ��h�����C��ӡǻ�҃ȵĭh�����}����ߴ�ӡЧ���c�|�����漰�������w�о���Ҫ��������ھ����Է������U���ÓQ��·������ǻ�w�Ȳ����w�����ԣ����Ԛ��w�ÓQ�����Y��������Լ��C��ɢ�������
������̫ͨ�^��������_�J��ǻ�w�Ě��w�����Ժ��ٶȾ�����c�A���OӋ�������ϡ�ʹ�÷����ֶη���ǻ�w�Ȳ������������Ԍ��Y���OӋ���Y���ߴ����ָ���Խ��h�c������
���挦��
������̫�ڱ�����ᘌ�ij����ٙC�Ĵ�ӡǻ���M�К��w�����Եķ�����C�����ڌ���ڻ��߳��ڽY���OӋ�M�Ѓ��������w�Y����D1��ʾ���˿��ӡǻ�w�ⲿ�ߴ��L550mm����635����428mm����ӡ�^���ֱ��280mm�ĈA�Ρ����]��䁷����ڲ�ͬλ�Õr����ښ��w�����Ժ�ƽ�_�����ٶȾ�����������ͬ��Ŀǰ�H�о����]䁷����ڳ�ʼλ�Õr����r��������Ҫ�Pע��ڽY���c���ڽY�������Ԍ�����c���ڵĹܵ���ȡ200mm����ģ���O���Ќ��M�������O���ڴ�̎����D2��ʾ��
����ڽY��������^���L���Լ����������cǻ���B�Ӳ��ֳߴ��^խ����D����ʾ��������OӋ���^������ڣ��B�ӳ��ߴ��^����D4��ʾ�����ڽY��Ҳ�������^���L���OӋ����D5��ʾ��

�D1����ӡǻ�����w���wģ��
�D2���ң��������ô�ӡǻ��ģ��

�D3����ǻ�w��ѭ�h����ڣ������µ��c��������
�D4���ң�ǻ�w��ѭ�h�����

�D 5 DS1-280�C��ǻ�w��ѭ�h����
![]() �������
�������
���ڻ���ģ���M�������¼��O���M��֧·�������������w��100%�������������M�м��O���Ϲ�·�c�¹�·����֮�͞�����·���١�������·�M��֧·���ٶ��ͷֲ���ͬ���������Ӱl���D���������ϵ��ٶȷֲ��϶����������˺���Ӌ����Ҋ�����O֧·���ٶ���ڗl���Ǿ������ӡ����ڶ��Ԛ��w�����^�ͣ������ղ��ɉ��s���wӋ�㣬��·���ڵ�߅��l������ʹ�É������ڣ������o��ֵ��0Pa�����������y�ˆT�ṩ�Č��H�����ٶȣ�������Ӌ��rʹ������·�����ٞ�4.65m/s�����L�����ٞ�2.43m/s���¹�·�o�y��ֵ�����O�¹ܵ�������ʣ����������ٞ�2.22m/s��
1. �W��̎��
ʹ�������w���־W�W����5049002�����W����ʞ�0.84����D6��ʾ��

�D6 ���ʰ����W�����w
2. ��������Y������
���r1-�Y��
- ǻ�w��������
�Y�����cչʾ�ٶ��ƈD���@ʾ���XY�Ͻ��棨Z=-0.1788 m����XY�½��棨Z=-0.5168 m����YZ���棨X=-0.0218m����XZ���棨Y=0.3186 m���Ă�λ�ã�����Ҋ�D7-9��
XY���� ����ɫ��λ�ڃɂ����w�ܵ�������ĵ�λ�ã��������^������b�ü����������҃ȵ�ˮƽ����������Y����YZ���棨�Gɫ��λ��ģ��X��������λ�ã������^������b�ü����������҃ȵ��Qֱ����������Y����XZ���棨�Sɫ��λ�ڴ��^29���A���ο��������λ�ã������^����Ԛ��w��A�P�^���^�A���ο�����ǻ�w�������Y����

�D 7 (��) XY����λ��ʾ��D
�D 8���У� YZ����λ��ʾ��D
�D 9���ң� XZ����λ��ʾ��D
��XY�½�����ٶ��ƈD���D10���Կ��������x�_����b���M������ҕr���ٶȷֲ�������������������M��ǻ�w�ĽY��׃խ�����Կ����ٶ����M��ǻ�w�r��һ���ܸߵĔD���^�������^�ߣ��M��ǻ�w���ٶ���u�pС��׃�����������@���ٶȷօ^���ڴ��J���c��ڽY���^խ���P����ǻ�w���g�^���������á������ܵ��ַ���λ��Ӱ푣������Y�������Q��
��XY�Ͻ�����ٶ��ƈD���D11���Կ����Ϸ��c�½�����Ƶ�څ�ݣ��M��ǻ�w����λ�ú���u��������XY�Ͻ���λ�ڷַ����ϲ����ܵ��ַ�����������^С���]�����@�Ě����Y�������Q��

�D 10 ����XY�½����ٶ��ƈD���ٶ�������0��1.5m/s��
�D 11 ���ң�XY�Ͻ����ٶ��ƈD���ٶ�������0��1.5m/s��
��YZ������ٶ��ƈD���D12���Կ��������Ԛ��w�x�_�·������b���M������҃ȣ���һ�������Ӵ�ӡ�װ��Ч�������������@��ÿһ�ӵľ����Ҳ�^�ߣ������OӋ�A�ڡ���YZ���������D���D13���Կ����Ϸ����w����ڸ������ܵ�����������ӣ������·��������γɔ_�Ӝu��������ǻ�w������u�����@���ڽӽ����ڵط��γ����^��Ĕ_�ӣ��J���c���ڽY��׃խ���P���^���_�ӿ��ܕ��a���ۉm�������M��Ӱ푵����H��ӡ�П��m���ų����ij��ڸ������S�Y�������D���D14��������ÿ������w�ڳ���̎�γɔD�������g�a�����م^�����µÚ��w�y���M�룬���ܕ����·�ĩ�Ĝ����������dz����Ϸ������w���a�������ϼ����ҵĻ����F�ij��ڸ���YZ�����ʸ���D���D15Ҳ���������ķ�ӳ�����F������ӷ���

�D 12 ����YZ�����ٶ��ƈD���ٶ�������0��1.5m/s��
�D 13 ���ң�YZ�����ٶ������D���ٶ�����0��0.5m/s��

�D 14���� ���S�Y�����ڸ��������D���ٶ�������0��1.5m/s��
�D 15 ���ң�YZ������ڸ���ʸ���D���ٶ�������0��1.5m/s��
��YZ������ٶ��ƈD���D16���Կ���������b�ü����µ������ڴ˽Y���е����پ����ҷ��������M��ǻ�w������D����r���@���зӣ��ߵ��م^���@����YZ������ٶ��ƈD���D17���ڵľֲ��Ŵ���Կ��������ڽY���ȵ��µ����ٶȾ����ҷ�����������̎�е��م^�����ܕ����·�ĩ�����ڈA�P�ȡ�
�����cǻ�w�B��̎�������ڳߴ��^խ�������@�Ļ����F���������D13�Ȱ�����̫�ѽ��������@�����dz���̎���^���_�ӵ�����YZ������ھֲ������D���D18Ҳ�C�����@һ��Փ���ܵ������ٺܸߣ��������B��̎���ٷօ^���@�����w�D�����в����ɂ����w�y�����룬�Ϸ����w�л����a������YZ������ھֲ�ʸ���D���D19�����ÿ������w�����ӷ����m�������h�ӌ��B��̎�ߴ硣

�D 16 ����YZ��������ٶ��ƈD���ٶ�������0��1.5m/s��
�D 17 ���ң�YZ��������ٶ��ƈD���ٶ�������0��1.5m/s��

�D 18 ����YZ������������D���ٶ�������0��1.5m/s��
�D 19 ���ң�YZ��������ٶ�ʸ���D���ٶ�������0��1.5m/s��
��XZ������ٶ��ƈD���Կ��������Ԛ��wͨ�^29���A���ο��r���������^������ȵ����c�҂ȵ������A�����зdz����@�Ě��w��ʧ���a�����م^��������̫�J���@�����oģ���д����OӋȱ�ݣ����m��Ҫ���Mģ�͡�

�D 20���� XZ�����ٶ��ƈD���ٶ�������0��1.5m/s��
�D 21���ң� �·����w��ڽ����ٶ��ƈD���ٶ�������0��1.5m/s��
- ǻ�w���ٶȾ�����
�xȡ�քe�߳���ӡƽ�_�Ϸ�1mm��10mm��17mm̎��XZ����������Ԛ��w�ڳ����҃ȵ����Ӿ����ԡ�

�D 22 ��ӡƽ�_�Ϸ���ͬ�߶�XZ����λ�ÈD
���@Щ�����Դ�ӡƽ�_�����S����ʲü���ֱ����280mm�ĈA�΅^�����@Щ�A�΅^��ȵ��ٶȾ����ԡ����x�ٶȾ�����ϵ�������£���ֵԽ�ӽ���1��ʾ�ٶȾ�����Խ�á�
 ���У�A������ϵľW���Ԫ��e��u������ϵľW���Ԫ�ٶ�
���У�A������ϵľW���Ԫ��e��u������ϵľW���Ԫ�ٶ�
�����ٶȾ�����ϵ���Ķ��xʽ��ìF���OӋ�ľ����Էքe�飺
���� 1��ӡƽ�_�Ϸ���ͬλ�õĚ��w�ٶȾ����

3��λ�ÈA�δ�ӡƽ�_�������ٶ��ƈDҊ�D23-25��
1mm����߀�����w��߅��ӣ��ٶȷdz��ͣ�����Ȳ����e�ߡ���������^�쵽�A��ƽ�_�^�����w����ƫ�ͣ��f����ڵ��OӋ�^խʹ���ٶȷ��^�����@��������م^����ӡ�^�̛]��ؓ��Ӱ푿��Ա�������OӋ��

�D 23���� ��ӡƽ�_�Ϸ�1mmλ���ٶ��ƈD���ٶ�������0��0.5m/s��
�D 24 ���У���ӡƽ�_�Ϸ�10mmλ���ٶ��ƈD���ٶ�������0��1m/s��
�D 25 ���ң���ӡƽ�_�Ϸ�17mmλ���ٶ��ƈD���ٶ�������0��1m/s��
�D24��25�е�10mm��17mm���ٶ��ƈD�;���ȵĔ����dz��ӽ����f��10mm�߶��ѽ��M�������ӣ��D26�е� YZ�����ٶ��ƈDҲ���C���@һ�c��

�D 26 YZ�����ٶ��ƈD���ٶ�������0��1.5m/s��
![]()
Ѧһ��
������̫���w���̎��������Z�������Cе�c���պ��칤�̌��I���Tʿ�Wλ�����^2�����܇�ИICAD�OӋ�cCAE���棬���L������߅��ӡ����������w����ȶ����I��ķ����c������Ŀǰ��Ҫ���c�����O������w��������Ŀ���e���˴���3D��ӡ�O�����w������
(؟�ξ���admin)

 δ����3D��ӡ���鹩��朎�
δ����3D��ӡ���鹩��朎�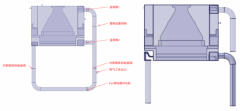 �x�^�����ۻ�SLM�^���д�
�x�^�����ۻ�SLM�^���д� 3D��ӡ�ᳱ���^���²�����
3D��ӡ�ᳱ���^���²����� ��؛��3D��ӡ��һ������
��؛��3D��ӡ��һ������ 3D��ӡ�C������ڭh�����}
3D��ӡ�C������ڭh�����} 3D��ӡ�鹩��朎������벻
3D��ӡ�鹩��朎������벻- ��δ����3D��ӡ���鹩��朎�����Щ��׃��
- ���x�^�����ۻ�SLM�^���д�ӡǻ�Қ��w��
- ��3D��ӡ�ᳱ���^���²�����ΰlչ��
- ����؛��3D��ӡ��һ������܇�аl�c���a
- ��3D��ӡ�C������ڭh�����}�ϰ�������Ҫ
- ��3D��ӡ�鹩��朎������벻���ĸ�׃
- �����3D��ӡ���ͼ��g����܇�аl�еČ���
- ��ȫ�Ԅӻ�����3D��ӡ���a���S��ԇ�\��2
- ���������m���W���x���Լ����ۻ��^��
- ��3D��ӡ���g��ˎ���Ƅ��еđ��ú�����
 ���3D��ӡ���ͼ�
���3D��ӡ���ͼ�

